
激光焊接工艺参数与焊接方法
文章出处:
文章类型:原创
人气:
发表时间:2018-02-27 14:27:00
激光焊接工艺参数与焊接方法
工艺参数的选择
(1)功率密度
功率密度是激光加工最关键的参数之一,图5-1给出了两种不同功率密度下,金属表层温度及底层温度随时间的变化曲线。采用较高的功率密度,在几毫秒时间范围内,表层可加热至沸点,即有汽度
化发生。
因此,高功率密度对于材料去除加工,如打孔、雕刻,切割等有利。采用较低功率密度,表层温度达到沸点需经数毫秒,并在表层汽化前,底层温度就到达熔点,易形成良好的熔融焊接。由此可见,在传导型室温
激光焊接中,功率密度的范围为104-106W/cm2根据热传导方程分析,可求出在一定脉冲宽度
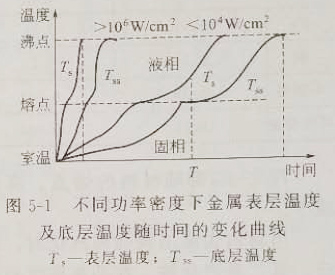
图5-1不同功率密度下金属表层温度(r1)条件下,在材料的一定范围内达到某一温度所需的功率密度。具有恒定强度的表面热源作用下,表面达到材料熔点的功率密度I可用式(5-2)表示式中
a表示材料热扩散率
Tm表示材料的熔点
a表示材料热扩散率
Tm表示材料的熔点
Tv表示材料的沸点
K表示—材料的热导率
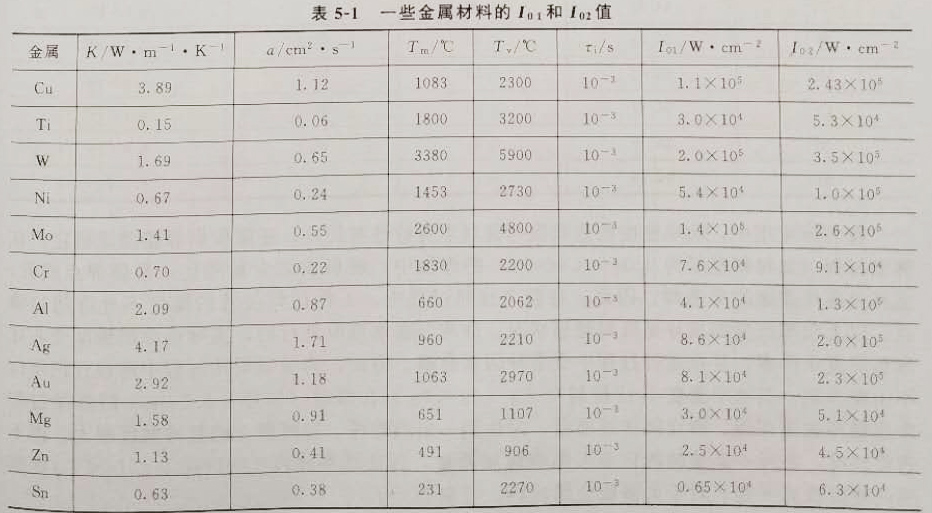
例如对于铜,TV=2300℃,则I02=2.3×105W/cm2,式(5-3)可用于估算激光焊接中所需的功率密度,一些金属材料的I01和I02值如表5-1所示
(2)脉冲波形及脉冲宽度
不同的激光脉冲波形,对焊接会产生不同的影响。采用有前端尖峰脉冲的波形,可使金属表面温度迅速上升达到熔点,降低了材料对激光的反射率,这种波形适用于高反射率金属,如有色金属(图5-2中曲线1)。
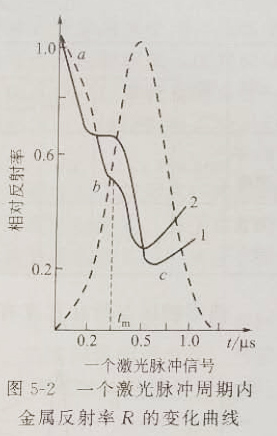
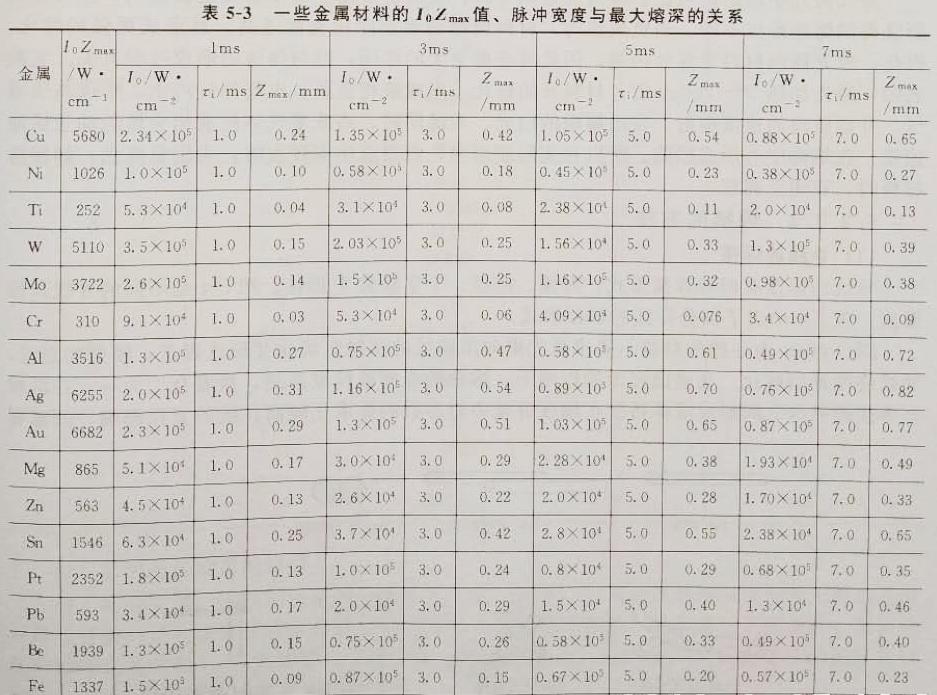
对反射率比较低的金属,如某些黑色金属(图5-2中曲线2),则要求激光波形比较平坦。对脉冲重复频率较高的缝焊,采用前端尖峰脉冲会产生飞溅和孔洞,影响焊接质量。因此对不同材料,不同状态下选择合适的激光波形尤为重要,图5-2给出了到达沸点时,在一个激光脉冲周期内金属反射率R的变化曲线,由图可知,脉冲开始时强度很高的激光束入射到金属材料的表面,大部分的激光能量个光脉冲值号被反射,当温度逐渐上升到熔点时,反射率迅速下降(由a点到b点),随着温度的继续升高反射率再次迅速下降(由b点到c点)脉冲宽度的设定取决于焊接所需熔化深度以及热影响区等,一般来讲,若需获得的熔深越深,脉冲宽度应越大。对于同一种金属,达到同样的熔深,脉冲宽度小,则需功率密度高,激光参数可焊接范围窄、热效率高:脉冲宽度大,所需功率密度低,激光参数可焊范围大、热效率低。表5-3列出了一些金属材料的IozMAX值以及不同脉冲霓度作用下可达到的最大熔深。
上一篇:激光热传导传感器焊接基本原理 下一篇:激光打孔的低成本加工与经济效益趋势明显
此文关键字:



同类文章排行
- 激光标记工艺的有关问题
- 激光打标机的高功率激光器性能参数设计
- uv紫外激光打标机性能特点及参数
- 产生激光的典型能级有三能级和四能级系统
- 打标机激光器的基本组成结构
- 激光打标机激光器的工作原理和技术介绍
- 打标机激光器的常见种类及优势
- 激光打标机光束在谐振腔中的传播情况
- 光和物质的三种相互作用及爱因斯坦关系式
- 激光打标机光腔的损耗和激光振荡的阈值条件
最新资讯文章
- 激光标记工艺的有关问题
- 激光打标机的高功率激光器性能参数设计
- uv紫外激光打标机性能特点及参数
- 产生激光的典型能级有三能级和四能级系统
- 打标机激光器的基本组成结构
- 激光打标机激光器的工作原理和技术介绍
- 打标机激光器的常见种类及优势
- 激光打标机光束在谐振腔中的传播情况
- 光和物质的三种相互作用及爱因斯坦关系式
- 激光打标机光腔的损耗和激光振荡的阈值条件
- 激光的三能级系统单模激光器速率方程
- 激光打标机激光器光学谐振腔的设计原理
- 紫外激光打标机标记的三种基本方式
- 激光合金化参考的合金系
- 激光表面合金化类型
- 激光表面合金化类型
- 激光打孔的低成本加工与经济效益趋势明显
- 激光焊接工艺参数与焊接方法
- 激光热传导传感器焊接基本原理
- 激光打孔的过程是如何形成的